






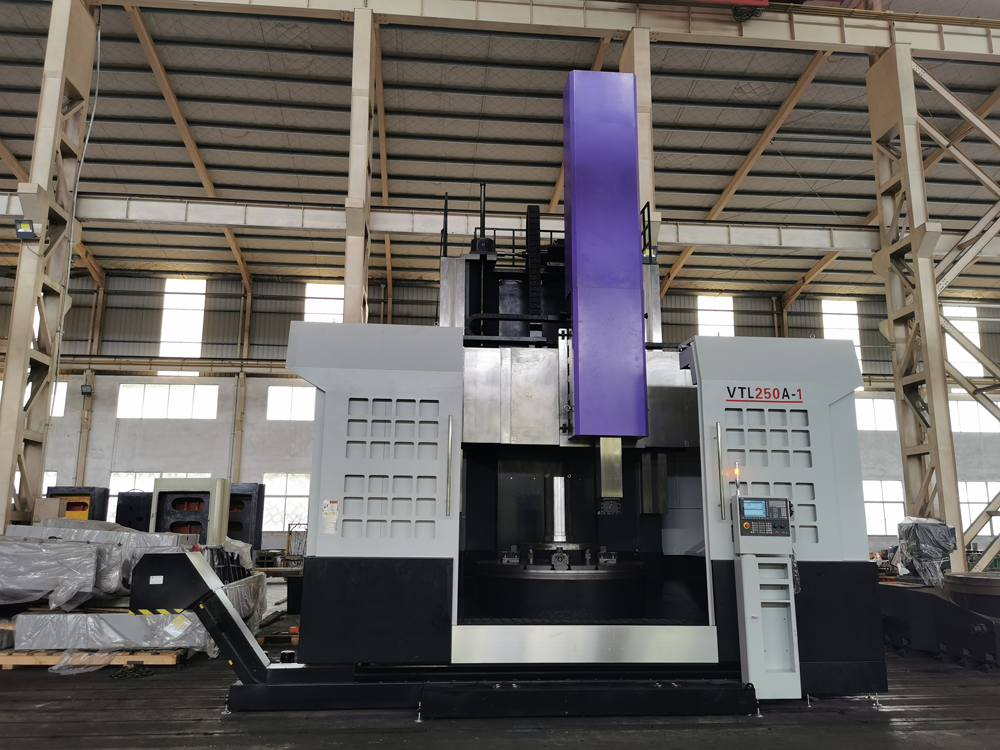
పెద్ద ఎత్తునCNC నిలువు లాత్లుపెద్ద-స్థాయి యంత్రాలు, పెద్ద రేడియల్ కొలతలు మరియు సాపేక్షంగా చిన్న అక్షసంబంధ కొలతలు మరియు సంక్లిష్ట ఆకృతులతో పెద్ద మరియు భారీ వర్క్పీస్లను ప్రాసెస్ చేయడానికి ఉపయోగిస్తారు. ఉదాహరణకు, స్థూపాకార ఉపరితలం, ముగింపు ఉపరితలం, శంఖాకార ఉపరితలం, స్థూపాకార రంధ్రం, వివిధ డిస్క్ల శంఖాకార రంధ్రం, చక్రాలు మరియు వర్క్పీస్ల సెట్లను థ్రెడింగ్, గోళాకార ఉపరితలం, ప్రొఫైలింగ్, మిల్లింగ్ మరియు గ్రౌండింగ్ కోసం అదనపు పరికరాల సహాయంతో కూడా ప్రాసెస్ చేయవచ్చు.
పెద్ద-స్థాయి యొక్క సహాయక సమయంCNC VTL మెషిన్చాలా చిన్నది. ఇది ఒక బిగింపులో మొత్తం ప్రాసెసింగ్ కంటెంట్ను పూర్తి చేయగలదు. అధిక దృఢత్వంతో ఓపెన్ ఫిక్చర్ని ఎంచుకోవడానికి ప్రయత్నించండి, ఇది సాధన మార్గంలో జోక్యం చేసుకోదు మరియు స్పిండిల్ స్ట్రోక్ పరిధిలో వర్క్పీస్ యొక్క ప్రాసెసింగ్ను పూర్తి చేయవచ్చు. అత్యంత ఆటోమేటెడ్ మెషీన్ సాధనంగా, ఉపయోగం యొక్క వ్యవధి తర్వాత వివిధ అలారాలు కనిపిస్తాయి. కొన్ని సిస్టమ్ వైఫల్యాలు, కొన్ని సరికాని పారామీటర్ సెట్టింగ్లు మరియు కొన్ని మెకానికల్ వైఫల్యాలు. ఫ్యాన్ అలారాలు వాటిలో ఒకటి.
 అటువంటి పరిస్థితి ఏర్పడినప్పుడు, ముందుగా అంతర్గత అభిమానిని తనిఖీ చేయండి. తిరగకపోతే వేరు చేసి చూడండి. ఇది చాలా మురికిగా ఉంటే, దానిని ఇన్స్టాల్ చేయడానికి ముందు మద్యం లేదా గ్యాసోలిన్తో శుభ్రం చేయండి. అలారం ఉంటే, మీరు సర్వో యాంప్లిఫైయర్ని భర్తీ చేయాలి. HC కనిపిస్తుంది. కరెంట్ అలారం, ప్రధానంగా DC వైపు అసాధారణ కరెంట్ను గుర్తించడానికి, మొదట సర్వో పారామితులను చూడండి, ఆపై మోటార్ పవర్ లైన్ను తీసివేయండి. వ్యవధిలో, సర్వో యాంప్లిఫైయర్ను భర్తీ చేయడానికి అలారం ఉంది. అలారం లేదు. మోటారు మరియు పవర్ లైన్ను ఇతర అక్షంతో మార్చుకోండి, అది మోటారు లేదా పవర్ లైన్ అని నిర్ణయించండి. సమస్య: J డిస్ప్లేలో కనిపిస్తే, అది PC సమస్య కాదా అనే దానిపై ఆధారపడి ఉంటుంది. మదర్బోర్డ్, ఇంటర్ఫేస్ కన్వర్షన్ బోర్డ్ మరియు PCRAM కంట్రోల్ బోర్డ్ పరికరం సరిగ్గా ఉన్నాయో లేదో తనిఖీ చేయండి, కారణాన్ని గుర్తించే వరకు భర్తీ చేయండి మరియు డీబగ్ చేయండి, ఆపై సమస్యను పరిష్కరించండి.
అటువంటి పరిస్థితి ఏర్పడినప్పుడు, ముందుగా అంతర్గత అభిమానిని తనిఖీ చేయండి. తిరగకపోతే వేరు చేసి చూడండి. ఇది చాలా మురికిగా ఉంటే, దానిని ఇన్స్టాల్ చేయడానికి ముందు మద్యం లేదా గ్యాసోలిన్తో శుభ్రం చేయండి. అలారం ఉంటే, మీరు సర్వో యాంప్లిఫైయర్ని భర్తీ చేయాలి. HC కనిపిస్తుంది. కరెంట్ అలారం, ప్రధానంగా DC వైపు అసాధారణ కరెంట్ను గుర్తించడానికి, మొదట సర్వో పారామితులను చూడండి, ఆపై మోటార్ పవర్ లైన్ను తీసివేయండి. వ్యవధిలో, సర్వో యాంప్లిఫైయర్ను భర్తీ చేయడానికి అలారం ఉంది. అలారం లేదు. మోటారు మరియు పవర్ లైన్ను ఇతర అక్షంతో మార్చుకోండి, అది మోటారు లేదా పవర్ లైన్ అని నిర్ణయించండి. సమస్య: J డిస్ప్లేలో కనిపిస్తే, అది PC సమస్య కాదా అనే దానిపై ఆధారపడి ఉంటుంది. మదర్బోర్డ్, ఇంటర్ఫేస్ కన్వర్షన్ బోర్డ్ మరియు PCRAM కంట్రోల్ బోర్డ్ పరికరం సరిగ్గా ఉన్నాయో లేదో తనిఖీ చేయండి, కారణాన్ని గుర్తించే వరకు భర్తీ చేయండి మరియు డీబగ్ చేయండి, ఆపై సమస్యను పరిష్కరించండి.

పెద్ద CNC నిర్వహణలో శ్రద్ధ వహించాల్సిన అంశాలు ఏమిటిVTL మ్యాచింగ్?
1. ప్రతిసారీ ప్రధాన మోటారును ప్రారంభించిన తర్వాత, కుదురు వెంటనే ప్రారంభించబడదు. లూబ్రికేషన్ పంప్ సాధారణంగా పనిచేసిన తర్వాత మరియు ఆయిల్ విండో నూనెతో వచ్చిన తర్వాత మాత్రమే, యంత్ర సాధనం పని చేయడానికి కుదురు ప్రారంభించబడుతుంది.
2. స్క్రూ దాని ఖచ్చితత్వం మరియు జీవితాన్ని నిర్ధారించడానికి థ్రెడ్లను తిరిగేటప్పుడు మాత్రమే ఉపయోగించబడుతుంది.
3. లోపల మరియు వెలుపల నిర్వహించండియంత్ర సాధనంశుభ్రంగా ఉండటానికి, యంత్ర భాగాలు పూర్తయ్యాయి, స్క్రూ రాడ్లు మరియు పాలిష్ చేసిన రాడ్లు చమురు రహితంగా ఉంటాయి మరియు గైడ్ రైలు ఉపరితలాలు శుభ్రంగా మరియు చెక్కుచెదరకుండా ఉంటాయి.
4. పేర్కొన్న అవసరాలకు అనుగుణంగా ప్రతి లూబ్రికేషన్ పాయింట్ యొక్క లూబ్రికేషన్ పనిని చేయండి (వివరాల కోసం మెషిన్ టూల్ లూబ్రికేషన్ సిస్టమ్ యొక్క లేబుల్ సూచనలను చూడండి).
5. యొక్క V-బెల్ట్ యొక్క బిగుతును క్రమం తప్పకుండా తనిఖీ చేయండి మరియు సర్దుబాటు చేయండిCNC నిలువు లాత్.
6. హెడ్బాక్స్ మరియు ఫీడ్ బాక్స్లో తగినంత లూబ్రికేటింగ్ ఆయిల్ ఉందని నిర్ధారించుకోవడానికి ఆయిల్ పంప్ పని పరిస్థితిని తనిఖీ చేయడానికి శ్రద్ధ వహించండి. ప్రతి ట్యాంక్లోని కందెన నూనె ప్రతి చమురు ప్రమాణం యొక్క కేంద్రం కంటే తక్కువగా ఉండకూడదు, లేకపోతే పేలవమైన సరళత కారణంగా యంత్ర సాధనం దెబ్బతింటుంది.
7. లూబ్రికేటింగ్ ఆయిల్ శుభ్రంగా ఉందని నిర్ధారించుకోవడానికి ప్రతి వారం పడక పెట్టెలోని ఆయిల్ ఇన్లెట్లోని ఆయిల్ ఫిల్టర్ యొక్క ఆయిల్ ఫిల్టర్ కాపర్ మెష్ను శుభ్రం చేయండి.
8. కుదురు అధిక వేగంతో తిరుగుతున్నప్పుడు, ఎటువంటి పరిస్థితుల్లోనూ మీరు షిఫ్టింగ్ హ్యాండిల్ను లాగకూడదు.

పోస్ట్ సమయం: నవంబర్-24-2021